
Page 69 - 4302
P. 69
відрізнятиметься високою крихкістю і твердістю). Кількість вугле-
цю в металі шва залежить від геометрії шва; зокрема, відношення
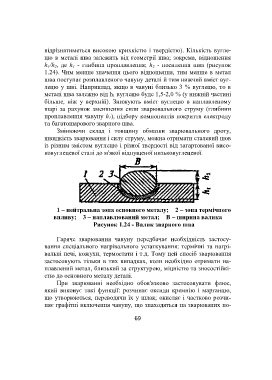
h 1/h 2, де h 1 - глибина проплавлення; h 2 - посилення шва (рисунок
1.24). Чим менше значення цього відношення, тим менше в метал
шва поступає розплавленого чавуну деталі й тим нижчий вміст вуг-
лецю у шві. Наприклад, якщо в чавуні близько 3 % вуглецю, то в
металі шва залежно від h 1 вуглецю буде 1,5-2,0 % (у нижній частині
більше, ніж у верхній). Знижують вміст вуглецю в наплавленому
шарі за рахунок зменшення сили зварювального струму (глибини
проплавлення чавуну h 1), підбору компонентів покриття електроду
та багатошарового зварного шва.
Змінюючи склад і товщину обмазки зварювального дроту,
швидкість зварювання і силу струму, можна отримати сталевий шов
із різним змістом вуглецю і різної твердості від загартованої висо-
ковуглецевої сталі до м'якої відпущеної низьковуглецевої.
1 – нейтральна зона основного металу; 2 – зона термічного
впливу; 3 – наплавлюваний метал; В – ширина валика
Рисунок 1.24 - Валик зварного шва
Гаряче зварювання чавуну передбачає необхідність застосу-
вання спеціального нагрівального устаткування: термічні та нагрі-
вальні печі, кожухи, термостати і т.д. Тому цей спосіб зварювання
застосовують тільки в тих випадках, коли необхідно отримати на-
плавлений метал, близький за структурою, міцністю та зносостійкі-
стю до основного металу деталі.
При зварюванні необхідно обов'язково застосовувати флюс,
який виконує такі функції: розчиняє оксиди кремнію і марганцю,
що утворюються, переводячи їх у шлак; окисляє і частково розчи-
няє графітні включення чавуну, що знаходяться на зварюваних по-
69