
Page 73 - 4302
P. 73
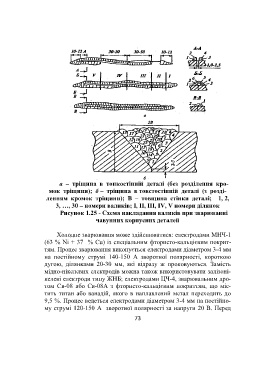
а – тріщина в тонкостінній деталі (без розділення кро-
мок тріщини); б – тріщина в товстостінній деталі (з розді-
ленням кромок тріщини); В – товщина стінки деталі; 1, 2,
3, …, 30 – номери валиків; I, II, III, IV, V номери ділянок
Рисунок 1.25 - Схема накладання валиків при зварюванні
чавунних корпусних деталей
Холодне зварювання може здійснюватися: електродами МНЧ-1
(63 % Ni + 37 % Сu) із спеціальним фтористо-кальцієвим покрит-
тям. Процес зварювання виконується електродами діаметром 3-4 мм
на постійному струмі 140-150 А зворотної полярності, короткою
дугою, ділянками 20-30 мм, які відразу ж проковуються. Замість
мідно-нікелевих електродів можна також використовувати залізоні-
келеві електроди типу ЖНБ; електродами ЦЧ-4, зварювальним дро-
том Св-08 або Св-08А з фтористо-кальцієвим покриттям, що міс-
тить титан або ванадій, якого в наплавлений метал переходить до
9,5 %. Процес ведеться електродами діаметром 3-4 мм на постійно-
му струмі 120-150 А зворотної полярності за напруги 20 В. Перед
73