
Page 144 - 6732
P. 144
144
Для ЕХО отворів і невеликих порожнин, лопаток газотурбінних
двигунів, а також при розрізанні заготовок встановлюють і підтримують
зазор s = 0,1 ... 0,3 мм. Для великих порожнин, лопаток енергетичних машин,
для схем протягування та точіння задають зазор s = 0,3 ... 0,5 мм. При
струменевому методі обробки відстань між електродами вибирають в
діапазоні 1 ... 15 мм. У разі нерухомих електродів на початку процесу
встановлюють зазор s = 0,1 ... 0,3 мм.
При ЕХО використовується три способи регулювання міжелектродних
зазорів.
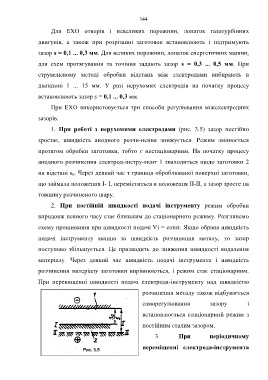
1. При роботі з нерухомими електродами (рис. 3.5) зазор постійно
зростає, швидкість анодного розчи-нення знижується. Режим змінюється
протягом обробки заготовки, тобто є нестаціонарним. На початку процесу
анодного розчинення електрод-інстру-мент 1 знаходиться щодо заготовки 2
на відстані s 0. Через деякий час τ границя оброблюваної поверхні заготовки,
що займала положення І- І, переміститься в положення II-II, а зазор зросте на
товщину розчиненого шару.
2. При постійній швидкості подачі інструменту режим обробки
впродовж певного часу стає близьким до стаціонарного режиму. Розглянемо
схему прошивання при швидкості подачі Vi = соnst. Якщо обрана швидкість
подачі інструменту менша за швидкість розчинення металу, то зазор
поступово збільшується. Це призводить до зниження швидкості видалення
матеріалу. Через деякий час швидкість подачі інструмента і швидкість
розчинення матеріалу заготовки вирівнюються, і режим стає стаціонарним.
При перевищенні швидкості подачі електрода-інструменту над швидкістю
розчинення металу також відбувається
саморегулювання зазору і
встановлюється стаціонарний режим з
постійним сталим зазором.
3. При періодичному
переміщенні електрода-інструмента