
Page 142 - 6732
P. 142
142
можливість отримання поверхонь з малою
висотою мікронерівностей, відсутність
необхідності в спеціальному інструменті.
Недоліки: невисока питома продуктивність;
чутливість до змін складу електроліту і його
стану; що виявляється в порушенні
стабільності процесу, вплив на процес
неоднорідності будови заготовки [3].
При ЕХО в проточному електроліті застосовують струми високої
щільності. Локалізація процесу обробки забезпечується конструкцією
інструмента і створенням малих міжелектродних зазорів. Утворені при
електролізі продукти розчинення видаляються з міжелектродного проміжку
потоком електроліту.
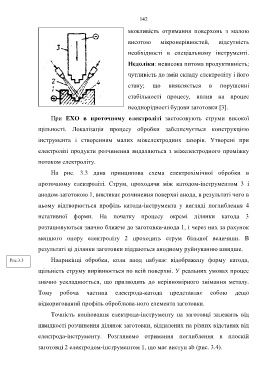
На рис. 3.3 дана принципова схема електрохімічної обробки в
проточному електроліті. Струм, проходячи між катодом-інструментом 3 і
анодом-заготокою 1, викликає розчинення поверхні анода, в результаті чого в
ньому відтворюється профіль катода-інструмента у вигляді поглиблення 4
негативної форми. На початку процесу окремі ділянки катода 3
розташовуються значно ближче до заготовки-анода 1, і через них за рахунок
меншого опору електроліту 2 проходить струм більшої величини. В
результаті ці ділянки заготовки піддаються анодному руйнуванню швидше.
Рис.3.3 Наприкінці обробки, коли анод набуває відображену форму катода,
щільність струму вирівнюється по всій поверхні. У реальних умовах процес
значно ускладнюється, що призводить до нерівномірного знімання металу.
Тому робоча частина електрода-катода представляє собою дещо
відкоригований профіль оброблюва-ного елемента заготовки.
Точність копіювання електрода-інструменту на заготовці залежить від
швидкості розчинення ділянок заготовки, віддалених на різних відстанях від
електрода-інструменту. Розглянемо отримання поглиблення в плоскій
заготовці 2 електродом-інструментом 1, що має виступ аb (рис. 3.4).