
Page 143 - 6732
P. 143
143
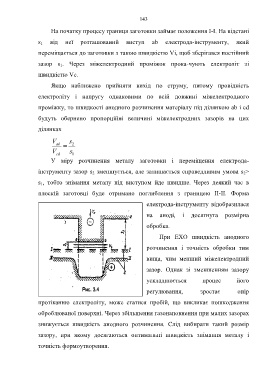
На початку процесу границя заготовки займає положення І-І. На відстані
s 1 від неї розташований виступ аb електрода-інструменту, який
переміщається до заготовки з такою швидкістю Vi, щоб зберігався постійний
зазор s 1. Через міжелектродний проміжок прока-чують електроліт зі
швидкістю Vе.
Якщо наближено прийняти вихід по струму, питому провідність
електроліту і напругу однаковими по всій довжині міжелектродного
проміжку, то швидкості анодного розчинення матеріалу під ділянкою аb і сd
будуть обернено пропорційні величині міжелектродних зазорів на цих
ділянках
V s
ab 2
V s
cd 1
У міру розчинення металу заготовки і переміщення електрода-
інструменту зазор s 2 зменшується, але залишається справедливим умова s 2>
s 1, тобто знімання металу під виступом йде швидше. Через деякий час в
плоскій заготовці буде отримано поглиблення з границею ІІ-ІІ. Форма
електрода-інструменту відобразилася
на аноді, і досягнута розмірна
обробка.
При ЕХО швидкість анодного
розчинення і точність обробки тим
вища, чим менший міжелектродний
зазор. Однак зі зменшенням зазору
ускладнюється процес його
регулювання, зростає опір
протіканню електроліту, може статися пробій, що викликає пошкодження
оброблюваної поверхні. Через збільшення газонаповнення при малих зазорах
знижується швидкість анодного розчинення. Слід вибирати такий розмір
зазору, при якому досягаються оптимальні швидкість знімання металу і
точність формоутворення.