
Page 147 - 6732
P. 147
147
руху електроліту або без всякого прокачування,
продукти обробки осідають в заглибленні,
утворюючи контрастне зображення.
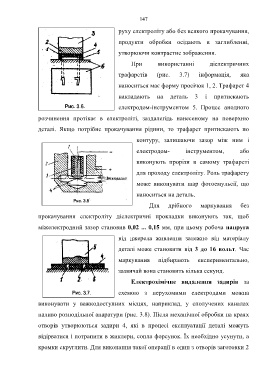
При використанні діелектричних
трафаретів (рис. 3.7) інформація, яка
наноситься має форму просічок 1, 2. Трафарет 4
накладають на деталь 3 і притискають
електродом-інструментом 5. Процес анодного
розчинення протікає в електроліті, заздалегідь нанесеному на поверхню
деталі. Якщо потрібне прокачування рідини, то трафарет притискають по
контуру, залишаючи зазор між ним і
електродом- інструментом, або
виконують прорізи в самому трафареті
для проходу електроліту. Роль трафарету
може виконувати шар фотоемульсії, що
наноситься на деталь.
Для дрібного маркування без
прокачування електроліту діелектричні прокладки виконують так, щоб
міжелектродний зазор становив 0,02 ... 0,15 мм, при цьому робоча напруга
від джерела живлення залежно від матеріалу
деталі може становити від 3 до 16 вольт. Час
маркування підбирають експериментально,
зазвичай вона становить кілька секунд.
Електрохімічне видалення задирів за
схемою з нерухомими електродами можна
виконувати у важкодоступних місцях, наприклад, у сполучених каналах
паливо розподільної апаратури (рис. 3.8). Після механічної обробки на краях
отворів утворюються задири 4, які в процесі експлуатації деталі можуть
відірватися і потрапити в жиклери, сопла форсунок. Їх необхідно усунути, а
кромки скруглити. Для виконання такої операції в один з отворів заготовки 2