
Page 148 - 6732
P. 148
148
вводять електрод-інструмент 1, зовнішня
бокова поверхня якого вкрита ізоляцією 3.
Процес розчинення задирів і округлення
кромок займає частки хвилини. При цьому
знижуються висотні параметри шорст-кості
поверхні, в результаті чого додатково
зменшуються гідравлічні втрати.
Електрохімічне об'ємне копіювання виконується за такою ж схемою,
як і при електроерозійній обробці, тобто деталь в процесі обробки
залишається нерухомою, а електрод або електроди здійснюють поступальне
переміщення зі швидкістю подачі. При цьому відбувається електрохімічне
формоутворення деталі-анода копіюванням профілів електродів-катодів.
Висока ефективність електрохімічного формоутворення досягається при
обробці багатьох заготовок складної форми. Одним із дуже поширених видів
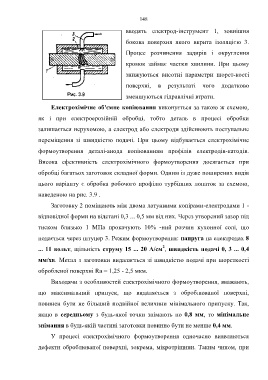
цього варіанту є обробка робочого профілю турбінних лопаток за схемою,
наведеною на рис. 3.9 .
Заготовку 2 поміщають між двома латунними копірами-електродами 1 -
відповідної форми на відстані 0,3 ... 0,5 мм від них. Через утворений зазор під
тиском близько 1 МПа прокачують 10% -ний розчин кухонної солі, що
подається через штуцер 3. Режим формоутворення: напруга на електродах 8
2
... 11 вольт, щільність струму 15 ... 20 А/см , швидкість подачі 0, 3 ... 0,4
мм/хв. Метал з заготовки видаляється зі швидкістю подачі при шорсткості
обробленої поверхні Rа = 1,25 - 2,5 мкм.
Виходячи з особливостей електрохімічного формоутворення, вважають,
що максимальний припуск, що видаляється з оброблюваної поверхні,
повинен бути не більший подвійної величини мінімального припуску. Так,
якщо в середньому з будь-якої точки знімають по 0,8 мм, то мінімальне
знімання в будь-якій частині заготовки повинно бути не менше 0,4 мм.
У процесі електрохімічного формоутворення одночасно виявляються
дефекти оброблюваної поверхні, зокрема, мікротріщини. Таким чином, при