
Page 146 - 6732
P. 146
146
Недоліки ЕХО:
- висока корозійна агресивність застосовуваних електролітів, у зв'язку з
чим деталі робочої зони верстатів і оснащення повинні виготовлятися з
нержавіючих сталей, а оброблювані деталі і контактуючі з ними після ЕХО
поверхні повинні мати антикорозійну обробку;
- висока енергоємність процесу.
З урахуванням вищевикладених переваг і недоліків методом ЕХО
рекомендується виконувати такі типові операції:
- Електрохімічне маркування;
- Електрохімічне видалення задирів;
- Електрохімічне об'ємне копіювання;
- Електрохімічне прошивання отворів і каналів складної форми;
- Електрохімічне розрізання;
- Електрохімічне полірування.
Електрохімічне маркування деталей виконується в основному за
схемою з нерухомими електродами. Інформація (цифри, букви, малюнки)
переноситься на деталь копіюванням профілю на електродах або вибірковим
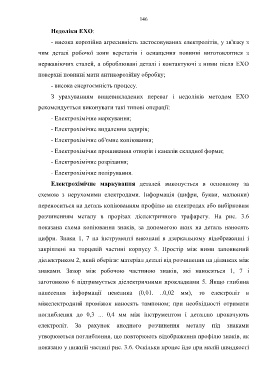
розчиненням металу в прорізах діелектричного трафарету. На рис. 3.6
показана схема копіювання знаків, за допомогою яких на деталь наносять
цифри. Знаки 1, 7 на інструменті виконані в дзеркальному відображенні і
закріплені на торцевій частині корпусу 3. Простір між ними заповнений
діелектриком 2, який оберігає матеріал деталі від розчинення на ділянках між
знаками. Зазор між робочою частиною знаків, які наносяться 1, 7 і
заготовкою 6 підтримується діелектричними прокладками 5. Якщо глибина
нанесення інформації невелика (0,01. ..0,02 мм), то електроліт в
міжелектродний проміжок наносять тампоном; при необхідності отримати
поглиблення до 0,3 ... 0,4 мм між інструментом і деталлю прокачують
електроліт. За рахунок анодного розчинення металу під знаками
утворюються поглиблення, що повторюють відображення профілю знаків, як
показано у нижній частині рис. 3.6. Оскільки процес йде при малій швидкості