
Page 140 - 6732
P. 140
140
t e – час електролізу.
Насправді кожен компонент сплаву має свій електрохімічний
еквівалент, тобто свою швидкість анодного розчинення. За рахунок цього в
процесі обробки виникають поглиблення і виступи, які формують
макропрофіль і шорсткість поверхні.
Залежно від способів виконання ЕХО всі операції електрохімічного
розчинення поділяють на 2 різні групи, кожна з яких має свої закономірності:
- Операції, що виконуються в стаціонарному електроліті при невисокій
щільності струму;
- Операції, що виконуються в проточному електроліті при високій
щільності струму.
Електрохімічну обробку в стаціонарному електроліті поділяють на
полірування, профілювання (копіювання), загострення (загострювання),
доведення.
Електрохімічну обробку в проточному електроліті підрозділяють на
профілювання (копіювання), прошивання каналів і отворів, розрізання і т.д.
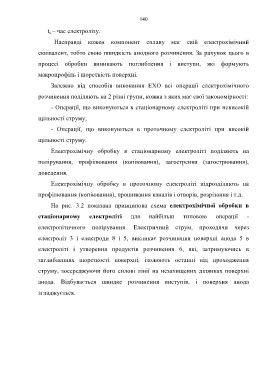
На рис. 3.2 показана принципова схема електрохімічної обробки в
стаціонарному електроліті для найбільш типовою операції -
електролітичного полірування. Електричний струм, проходячи через
електроліт 3 і електроди 8 і 5, викликає розчинення поверхні анода 5 в
електроліті і утворення продуктів розчинення 6, які, затримуючись в
заглибленнях шорсткості поверхні, ізолюють останні від проходження
струму, зосереджуючи його силові лінії на незахищених ділянках поверхні
анода. Відбувається швидке розчинення виступів, і поверхня анода
згладжується.