
Page 149 - 6732
P. 149
149
обробці здійснюється не тільки формоутворення, але і контроль якості, що
особливо важливо для відповідальних деталей, наприклад, турбінних
лопаток.
Практика показує, що електрохімічні методи формоутворення в 4 ... 10
разів продуктивніші за механічну обробку. Електрохімічний метод обробки
особливо ефективний при обробці заготовок з
жароміцних і титанових сплавів.
Електрохімічне прошивання отворів і
каналів складної форми виконують в корпусних
деталях з важкооброблюваних сталей і сплавів за
різними схемами.
Для отримання отворів діаметром від 0,3 до
1,5 мм використовують метод електрохімічного
струменевого прошивання за схемою, наведеною
на рис. 3.10. Електрод-інструмент, корпус якого 1 виготовлений з
електроізоляційного матеріалу, наприклад, скла, має всередині металеву
катодну втулку 3. При прокачуванні електроліту під тиском через катодну
втулку 3 і корпус 1 їм надають поступальне переміщення зі швидкістю Vi і в
заготовці 2 отримують циліндричний отвір.
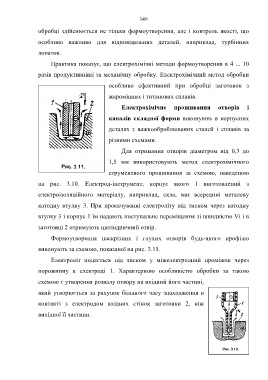
Формоутворення наскрізних і глухих отворів будь-якого профілю
виконують за схемою, показаної на рис. 3.11.
Електроліт подається під тиском у міжелектродний проміжок через
порожнину в електроді 1. Характерною особливістю обробки за такою
схемою є утворення розвалу отвору на вхідний його частині,
який утворюється за рахунок більшого часу знаходження в
контакті з електродом вхідних стінок заготовки 2, ніж
вихідної її частини.