
Page 141 - 6732
P. 141
141
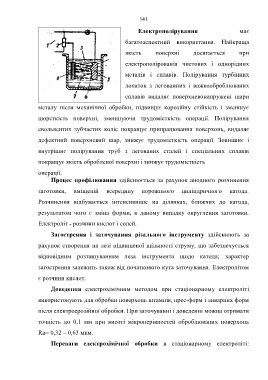
Електрополірування має
багатоаспектний використання. Найкраща
якість поверхні досягається при
електрополірованія чистових і однорідних
металів і сплавів. Полірування турбінних
лопаток з легованних і важкооброблюваних
сплавів видаляє поверхневонапружені шари
металу після механічної обробки, підвищує корозійну стійкість і зменшує
шорсткість поверхні, зменшуючи трудомісткість операції. Полірування
евольвентих зубчастих коліс покращує припрацювання поверхонь, видаляє
дефектний поверхневий шар, знижує трудомісткість операції. Зовнішнє і
внутрішнє полірування труб з легованих сталей і спеціальних сплавів
покращує якість обробленої поверхні і знижує трудомісткість
операції.
Процес профілювання здійснюється за рахунок анодного розчинення
заготовки, вміщеній всередину порожнього циліндричного катода.
Розчинення відбувається інтенсивніше на ділянках, ближчих до катода,
результатом чого є зміна форми, в даному випадку округлення заготовки.
Електроліт - розчини кислот і солей.
Загострення і заточування різального інструменту здійснюють за
рахунок створення на лезі підвищеної щільності струму, що забезпечується
відповідним розташуванням леза інструмента щодо катода; характер
загострення залежить також від початкового кута заточування. Електролітом
є розчини кислот.
Доведення електрохімічним методом при стаціонарному електроліті
використовують для обробки поверхонь штампів, прес-форм і ливарних форм
після електроерозійної обробки. При заточуванні і доведенні можна отримати
точність до 0,1 мм при висоті мікронерівностей оброблюваних поверхонь
Rа= 0,32 – 0,63 мкм.
Переваги електрохімічної обробки в стаціонарному електроліті: