
Page 102 - 6815
P. 102
входять також насос, джерело живлення, баки для зберігання і
приготування електроліту і пристрій для його очистки.
Джерелами живлення для анодно-гідравлічної розмірної
обробки є напівпровідникові випрямлячі напруги постійного струму
від 3 до 12 В або від 9 до 24 В. Максимальний робочий струм
досягає 30000 А.
4.2.2 Анодно-механічна розмірна обробка
В процесі анодно-механічної обробки металів видалення з поверхні
анода плівки продуктів розчинення здійснюють
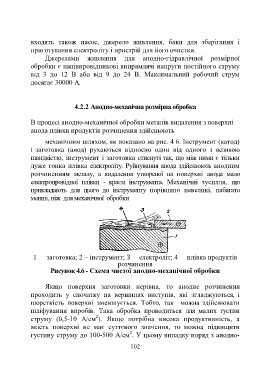
механічним шляхом, як показано на рис. 4 6. Інструмент (катод)
і заготовка (анод) рухаються відносно один від одного з великою
швидкістю, інструмент і заготовка стиснуті так, що між ними є тільки
дуже тонка плівка електроліту. Руйнування анода здійснюють анодним
розчиненням металу, а видалення утвореної на поверхні анода мало
електропровідної плівки - краєм інструмента. Механічні зусилля, що
прикладають для цього до інструменту порівняно невеликі, набагато
менші, ніж для механічної обробки
1 заготовка; 2 – інструмент; З електроліт; 4 плівка продуктів
розчинення
Рисунок 4.6 - Схема чистої анодно-механічної обробки
Якщо поверхня заготовки нерівна, то анодне розчинення
проходить у спочатку на вершинах виступів, які згладжуються, і
шорсткість поверхні зменшується. Тобто, так можна здійснювати
шліфування виробів. Така обробка проводиться для малих густин
2
струму (0,5-10 А/см ). Якщо потрібна висока продуктивність, а
якість поверхні не має суттєвого значення, то можна підвищити
2
густину струму до 100-500 А/см . У цьому випадку поряд з анодно-
102