
Page 107 - 6815
P. 107
Особливості анодно-абразивної обробки:
3
1) порівняно невисока продуктивність обробки (10 -20 мм /мкс);
2) висока чистота оброблюваної поверхні - до VI2;
3) витрати електроабразиву - 50-100 % від ваги знятого металу
(для обробки механічними способами - до 500-600 %).
Джерело живлення – понижуючий трансформатор, блок
випрямлячів і системи захисту від кз. Ці джерела відрізняють за
потужністю, вольт амперною характеристикою, формою струму і
напруги, можливістю регулювати напругу на електродах і захищати
їх від кз.
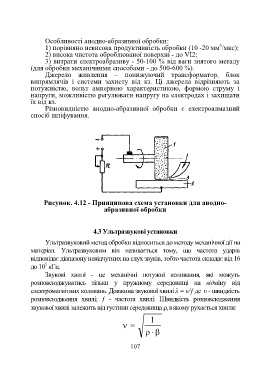
Різновидністю анодно-абразивної обробки є електроалмазний
спосіб шліфування.
Рисунок. 4.12 - Принципова схема установки для анодно-
абразивної обробки
4.3 Ультразвукові установки
Ультразвуковий метод обробки відноситься до методу механічної дії на
матеріал. Ультразвуковим він називається тому, що частота ударів
відповідає діапазону невідчутних на слух звуків, тобто частота складає від 16
5
до 10 кГц.
Звукові хвилі - це механічні потужні коливання, які можуть
розповсюджуватись тільки у пружному середовищі на відміну від
електромагнітних коливань. Довжина звукової хвилі λ = υ/ƒ де υ - швидкість
розповсюдження хвилі; ƒ - частота хвилі: Швидкість розповсюдження
звукової хвилі залежить від густини середовища , в якому рухається хвиля:
1
107