
Page 100 - 6815
P. 100
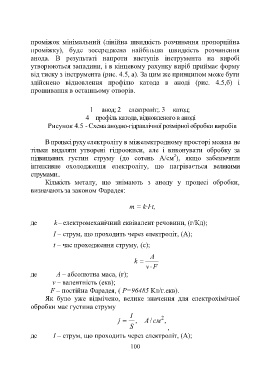
проміжок мінімальний (лінійна швидкість розчинення пропорційна
проміжку), буде зосереджена найбільша швидкість розчинення
анода. В результаті напроти виступів інструмента на виробі
утворюються западини, і в кінцевому рахунку виріб приймає форму
від тиску з інструмента (рис. 4.5, а). За цим же принципом може бути
здійснено відновлення профілю катода в аноді (рис. 4.5,б) і
прошивання в останньому отворів.
1 анод; 2 електроліт;. 3 катод;
4 профіль катода, відновленого в аноді
Рисунок 4.5 - Схема анодно-гідравлічної розмірної обробки виробів
В процесі руху електроліту в міжелектродному просторі можна не
тільки видаляти утворені гідроокиси, але і виконувати обробку за
2
підвищених густин струму (до сотень А/см ), якщо забезпечити
інтенсивне охолодження електроліту, що нагрівається великими
струмами..
Кількість металу, що знімають з аноду у процесі обробки,
визначають за законом Фарадея:
m = k·I·t,
де k – електромеханічний еквівалент речовини, (г/Кд);
I – струм, що проходить через електроліт, (А);
t – час проходження струму, (с);
A
k
v F
де А – абсолютна маса, (г);
v – валентність (екв);
F – постійна Фарадея, ( Р=96485 Кл/г.екв).
Як було уже відмічено, велике значення для електрохімічної
обробки має густина струму
I 2
j , А /см ,
S ,
де I – струм, що проходить через електроліт, (А);
100