
Page 105 - 6815
P. 105
Змінюючи густину струму можна послідовно проводити грубу
2
2
обробку-очистку (j =. 15-25 А/см ), шліфування (j = 4-6 А/см ) і
2
доведення чистоти поверхні заготовки до 11-12 класу (j =1-2 А/см ).
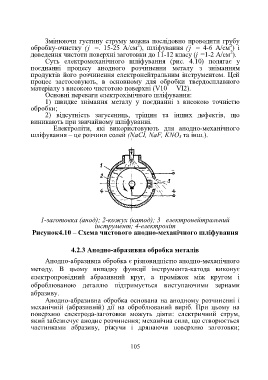
Суть електромеханічного шліфування (рис. 4.10) полягає у
поєднанні процесу анодного розчинення металу з зніманням
продуктів його розчинення електронейтральним інструментом. Цей
процес застосовують, в основному для обробки твердосплавного
матеріалу з високою чистотою поверхні (V10 VI2).
Основні переваги електрохімічного шліфування:
1) швидке знімання металу у поєднанні з високою точністю
обробки;
2) відсутність загусениць, тріщин та інших дефектів, що
виникають при звичайному шліфуванні.
Електроліти, які використовують для анодно-механічного
шліфування – це розчини солей (NaCI, NaF, KNO 3 та інш.).
1-заготовка (анод); 2-кожух (катод); 3 електронейтральний
інструмент; 4-електроліт
Рисунок4.10 – Схема чистового анодно-механічного шліфування
4.2.3 Анодно-абразивна обробка металів
Анодно-абразивна обробка є різновидністю анодно-механічного
методу. В цьому випадку функції інструмента-катода виконує
електропровідний абразивний круг, а проміжок між кругом і
оброблюваною деталлю підтримується виступаючими зернами
абразиву.
Анодно-абразивна обробка основана на анодному розчиненні і
механічній (абразивній) дії на оброблюваний виріб. При цьому на
поверхню електрода-заготовки можуть діяти: електричний струм,
який забезпечує анодне розчинення; механічна сила, що створюється
частинками абразиву, ріжучи і дряпаючи поверхню заготовки;
105