
Page 103 - 6815
P. 103
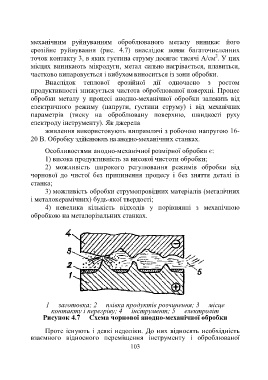
механічним руйнуванням оброблюваного металу виникає його
ерозійне руйнування (рис. 4.7) внаслідок появи багаточисленних
2
точок контакту 3, в яких густина струму досягає тисячі А/см . У цих
місцях виникають мікродуги, метал сильно нагрівається, плавиться,
частково випаровується і вибухом виноситься із зони обробки.
Внаслідок теплової ерозійної дії одночасно з ростом
продуктивності знижується чистота оброблюваної поверхні. Процес
обробки металу у процесі анодно-механічної обробки залежить від
електричного режиму (напруги, густини струму) і від механічних
параметрів (тиску на оброблювану поверхню, швидкості руху
електроду інструменту). Як джерела
живлення використовують випрямлячі з робочою напругою 16-
20 В. Обробку здійснюють на анодно-механічних станках.
Особливостями анодно-механічної розмірної обробки є:
1) висока продуктивність за високої чистоти обробки;
2) можливість широкого регулювання режимів обробки від
чорнової до чистої без припинення процесу і без зняття деталі із
станка;
3) можливість обробки струмопровідних матеріалів (металічних
і металокерамічних) будь-якої твердості;
4) невелика кількість відходів у порівнянні з механічною
обробкою на металорізальних станках.
1 заготовка; 2 плівка продуктів розчинення; 3 місце
контакту і перегріву; 4 інструмент; 5 електроліт
Рисунок 4.7 Схема чорнової анодно-механічної обробки
Проте існують і деякі недоліки. До них відносять необхідність
взаємного відносного переміщення інструменту і оброблюваної
103