
Page 106 - 6815
P. 106
тепловий потік, який викликає теплову ерозію поверхневих шарів
електрода-заготовки.
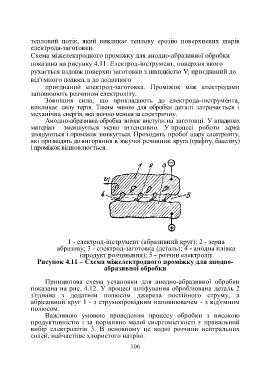
Схема міжелектродного проміжку для анодно-абразивної обробки
показана на рисунку 4.11. Електрод-інструмент, поверхня якого
рухається вздовж поверхні заготовки з швидкістю V і приєднаний до
від'ємного полюса, а до додатного
приєднаний електрод-заготовка. Проміжок між електродами
заповнюють розчином електроліту.
Зовнішня сила, що прикладають до електрода-інструмента,
викликає силу тертя. Таким чином для обробки деталі затрачається і
механічна енергія, яка значно менша за електричну.
Анодно-абразивна обробка знімає виступи на заготовці. У впадинах
матеріал зменшується менш інтенсивно. У процесі роботи зерна
зношуються і проміжок знижується. Проходять пробої шару електроліту,
які призводять до вигоряння в’яжучої речовини круга (графіту, бакеліту)
і проміжок відновлюється.
1 - електрод-інструмент (абразивний круг); 2 - зерна
абразиву; 3 - електрод-заготовка (деталь); 4 - анодна плівка
(продукт розчинення); 5 - розчин електроліт
Рисунок 4.11 – Схема міжелектродного проміжку для анодно-
абразивної обробки
Принципова схема установки для анодно-абразивної обробки
показана на рис. 4.12. У процесі шліфування оброблювана деталь 2
з'єднана з додатнім полюсом джерела постійного струму, а
абразивний круг 1 - з струмопровідним наповнювачем - з від'ємним
полюсом.
Важливою умовою проведення процесу обробки з високою
продуктивністю і за порівняно малої енергомісткості є правильний
вибір електролітів 3. В основному це водні розчини нейтральних
солей, найчастіше хлористого натрію.
106