
Page 96 - 6732
P. 96
96
Особливо трудомістка операція механічної обробки міжлопаткових каналів
аеродинамічного профілю. Електроіскрова обробка дозволяє легко подолати
ці труднощі. Якщо лопатки встановлені по периметру диска (або ротора), то
для обробки його встановлюють на оправці ділильного пристрою, фіксуючи
при обробці кожного каналу і послідовно повертаючи для обробки наступних
каналів. Фасонну поверхню отримують копіюванням конфігурації електрод-
інструменту, який виготовляють у вигляді оберненого відображення
порожнини каналу, але з меншими розмірами по нормалі до точок
оброблюваної поверхні. Обробку ведуть електродами марок ЭЭГ або МПГ
(графітові). В оптимальному режимі швидкість введення інструменту
становить 0,5- 2 мм/хв. Обробку ведуть послідовно на чорновому і чистовому
режимах, використовуючи зношений на чистовому режимі інструмент для
чорнової обробки.
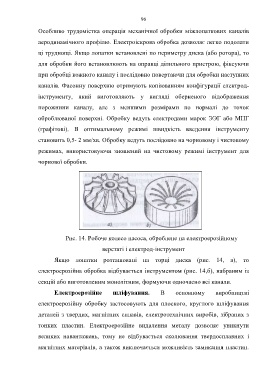
Рис. 14. Робоче колесо насоса, оброблене на електроерозійному
верстаті і електрод-інструмент
Якщо лопатки розташовані на торці диска (рис. 14, а), то
електроерозійна обробка відбувається інструментом (рис. 14,б), набраним із
секцій або виготовленим монолітним, формуючи одночасно всі канали.
Електроерозійне шліфування. В основному виробництві
електроерозійну обробку застосовують для плоского, круглого шліфування
деталей з твердих, магнітних сплавів, електротехнічних виробів, зібраних з
тонких пластин. Електроерозійне видалення металу дозволяє уникнути
великих навантажень, тому не відбувається сколювання твердосплавних і
магнітних матеріалів, а також виключається можливість замикання пластин.