
Page 92 - 6732
P. 92
92
іншої інформації. Глибина знака зазвичай не перевищує 1 мм, а в більшості
випадків становить 0,1 ... 0,3 мм. Електроерозійний метод маркування
дозволяє уникнути зусиль, що викликають деформацію і відколи деталі,
усунути зони концентрацій напружень, що викликають зниження опору
втомі матеріалу, а також виключити подальше зачищення місць маркування
від металу, що видавлюється з заглиблення.
При розробці технології маркування деталей слід враховувати, що:
операцію виконують за один хід інструменту; оскільки ширина штрихів
незначна, то недоцільно застосовувати зворотно-поступальне переміщення
електрод-інструменту або прокачування робочої рідини. Для прискорення
процесу в деяких випадках використовують вібрацію електрод-інструменту;
електроерозійне маркування можна проводити як до гартування
заготовки, так і після неї;
операцію нанесення інформації виконують за багатоелектродною
схемою відразу для всього напису незалежно від числа знаків;
для маркування вибирають або розробляють установки переносного
типу з виносними головками, що дозволяє виконувати операцію на великих
деталях.
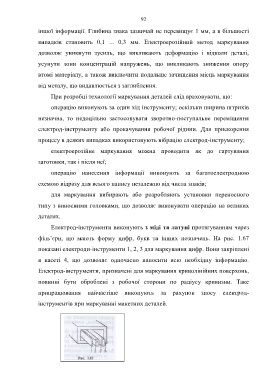
Електрод-інструменти виконують з міді та латуні протягуванням через
філь’єри, що мають форму цифр, букв та інших позначень. На рис. 1.67
показані електроди-інструменти 1, 2, 3 для маркування цифр. Вони закріплені
в касеті 4, що дозволяє одночасно наносити всю необхідну інформацію.
Електрод-інструменти, призначені для маркування криволінійних поверхонь,
повинні бути оброблені з робочої сторони по радіусу кривизни. Таке
припрацювання найчастіше виконують за рахунок зносу електрод-
інструментів при маркуванні макетних деталей.