
Page 100 - 6732
P. 100
100
В основному виробництві електроерозійне розрізання
використовують для розділення нежорстких заготовок, наприклад
тонкостінних трубок, отримання вузьких пазів у в’язких або високоміцних
матеріалах, наприклад в золотниках гідроапаратури.
В інструментальному виробництві, використовуючи ЕЕО, отримують
твердосплавні заготовки для різців, цанг, штампів та інших деталей,
виконують пази шириною в десяті долі міліметра в твердосплавних або
сталевих цангах. На відміну від розрізання заготовок тут потрібно отримати
високу якість поверхні, тому режим обробки розраховують, виходячи з
умови отримання необхідної шорсткості або бездефектного шару.
1.12 ВИГОТОВЛЕННЯ ДЕТАЛЕЙ НЕПРОФІЛЬОВАНИМ
ЕЛЕКТРОДОМ
Метод електроерозійного об’ємного копіювання має істотний недолік,
що полягає в необхідності використання складних фасонних електрод-
інструментів. Трудомісткість виготовлення електрод-інструментів часто
буває дуже високою. Знос електрод-інструменту відбивається на точності
виготовлення деталі, тому одним електрод-інструментом вдається
виготовити не більше 5-10 деталей. Електроерозійний метод обробки
непрофільованим електродом вигідно відрізняється від методів копіювання
тим, що тут інструментом є тонкий дріт із латуні, міді або вольфраму
діаметром від декількох мікрометрів до 0,5 мм, що включається в електричну
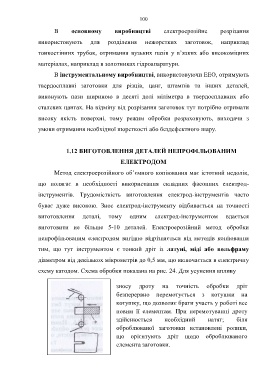
схему катодом. Схема обробки показана на рис. 24. Для усунення впливу
зносу дроту на точність обробки дріт
безперервно перемотується з котушки на
котушку, що дозволяє брати участь у роботі все
новим її елементам. При перемотуванні дроту
здійснюється необхідний натяг; біля
оброблюваної заготовки встановлені ролики,
що орієнтують дріт щодо оброблюваного
елемента заготовки.