
Page 93 - 6732
P. 93
93
Час нанесення інформації з глибиною до 0,15 мм становить кілька
десятків секунд; при значній глибині (до 1,5 мм) час обробки досягає 10 ... 15
хв., але у всіх випадках трудомісткість електроерозійного маркування значно
нижча, ніж ударного. Для глибокого маркування використовують електрод-
інструменти з графітових матеріалів, на яких легше отримати малюнок,
зворотний нанесеному на заготовку. Якщо площа таких поверхонь
перевищує кілька квадратних сантиметрів, то слід передбачити прокачування
робочої рідини. У цьому випадку доцільно застосовувати не зношувані схеми
обробки.
Нанесення фасонних заглиблень на вальці та інші деталі здійснюють
на серійних верстатах електрод-інструментами з графітових матеріалів.
Заготовки для таких деталей зазвичай виготовляють з відбіленого чавуну або
конструкційних сталей з подальшим наплавленням на зовнішню поверхню
твердих матеріалів. Технологія виготовлення заглиблень близька до
технології маркування. Однією з особливостей є необхідність повороту
заготовок для отримання необхідного профілю на всій зовнішній поверхні
циліндричної заготовки.
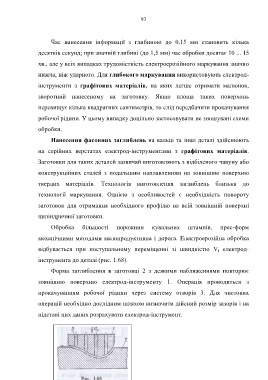
Обробка більшості порожнин кувальних штампів, прес-форм
механічними методами малопродуктивна і дорога. Електроерозійна обробка
відбувається при поступальному переміщенні зі швидкістю V і електрод-
інструмента до деталі (рис. 1.68).
Форма заглиблення в заготовці 2 з деякими наближеннями повторює
зовнішню поверхню електрод-інструменту 1. Операція проводиться з
прокачуванням робочої рідини через систему отворів 3. Для чистових
операцій необхідно дослідним шляхом визначити дійсний розмір зазорів і на
підставі цих даних розрахувати електрод-інструмент.