
Page 95 - 6732
P. 95
95
Для більшості кувальних штампів остаточну форму порожнин
отримують без наступного доведення або з мінімальним обсягом
викінчувальних операцій. Для ливарних форм похибка профілю не повинна
перевищувати 0,05 мм, а шорсткість Rа = 0,1...0,3 мкм. Тут потрібне
передбачити викінчувальні операції (полірування, притирання). Припуск на
обробку становить 0,05 ... 0,1 мм. Форма нерівностей після електроерозійної
обробки дозволяє вести доведення поверхні абразивним порошком в будь-
якому напрямку.
Основний вплив на собівартість деталей, що мають порожнини, робить
висока трудомісткість виготовлення і доведення електрод-інструменту, яка
зменшується при підвищенні серійності оброблюваних заготовок. Вважають,
що електроерозійна обробка економічно ефективна, якщо щорічно
випускається не менше 5...6 однакових штампів або форм. При оцінці
техніко-економічних показників електроерозійної обробки слід враховувати
появу зовнішнього загартованого шару, який підвищує зносостійкість
штампів і форм в 1,5…2 рази.
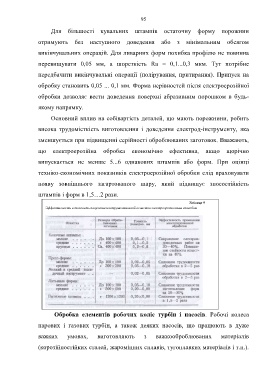
Таблица 9
Эффективность и точность получения инструментальной оснастки электроэрозионным способом
Обробка елементів робочих коліс турбін і насосів. Робочі колеса
парових і газових турбін, а також деяких насосів, що працюють в дуже
важких умовах, виготовляють з важкооброблюваних матеріалів
(корозійностійких сталей, жароміцних сплавів, тугоплавких матеріалів і т.п.).