
Page 101 - 6732
P. 101
101
Обробку непрофільованим електродом застосовують при прецизійному
різанні заготовок, прорізанні точних щілин, різанні напівпровідникових
матеріалів - типу кремнію, індію і т.п. (Час вирізки пластини 3,5х7,0х0,35 мм
з напівпровідникового матеріалу становить 5 хв.; паралельність граней
пластини в межах 0,005 мм, шорсткість поверхні Rа = 1,25 мкм; відхилення
розмірів 0,005 мм); при криволінійному різанні заготовок з твердого сплаву,
магнітних матеріалів, вольфраму і т. д .; при виготовленні пуансонів і
матриць, вирубних штампів, робочої частини фасонних призматичних різців,
витяжних і висадочних матриць і т. д. (точність 0,005 мм, шорсткість
обробленої поверхні до Rа= 0,63 мкм); при знятті великих припусків з
заготовок зі спеціальних матеріалів, обробці циліндричних, конічних
зовнішніх і внутрішніх поверхонь.
До основних переваг електроерозійної обробки дротяним електрод-
інструментом відносяться висока
точність і можливість широкої
автоматизації процесу обробки. Сучасні
верстати для обробки дротяним
електродом можуть бути забезпечені
системою числового програмного
керування або фотокопіювальною
головкою для вирізання деталі
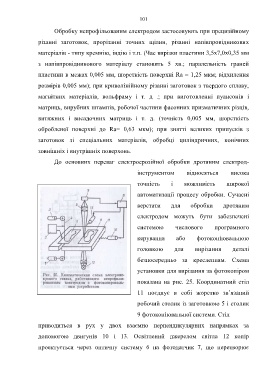
безпосередньо за кресленням. Схема
установки для вирізання за фотокопіром
показана на рис. 25. Координатний стіл
11 поєднує в собі жорстко зв’язаний
робочий столик із заготовкою 5 і столик
9 фотокопіювальної системи. Стіл
приводиться в рух у двох взаємно перпендикулярних напрямках за
допомогою двигунів 10 і 13. Освітлений джерелом світла 12 копір
проектується через оптичну систему 6 на фотодатчик 7, що перетворює