
Page 90 - 6732
P. 90
90
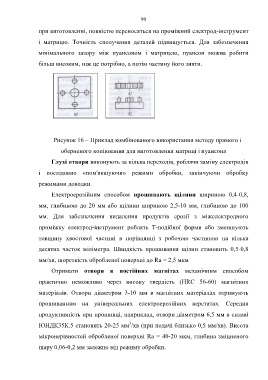
при виготовленні, повністю переносяться на проміжний електрод-інструмент
і матрицю. Точність сполучення деталей підвищується. Для забезпечення
мінімального зазору між пуансоном і матрицею, пуансон можна робити
більш високим, ніж це потрібно, а потім частину його зняти.
Рисунок 16 – Приклад комбінованого використання методу прямого і
оберненого копіювання для виготовлення матриці і пуансона
Глухі отвори виконують за кілька переходів, роблячи заміну електродів
і послідовно «пом'якшуючи» режими обробки, закінчуючи обробку
режимами доводки.
Електроерозійним способом прошивають щілини шириною 0,4-0,8,
мм, глибиною до 20 мм або щілини шириною 2,5-10 мм, глибиною до 100
мм. Для забезпечення видалення продуктів ерозії з міжелектродного
проміжку електрод-інструмент роблять Т-подібної форми або зменшують
товщину хвостової частині в порівнянні з робочою частиною на кілька
десятих часток міліметра. Швидкість прошивання щілин становить 0,5-0,8
мм/хв, шорсткість обробленої поверхні до Rа = 2,5 мкм
Отримати отвори в постійних магнітах механічним способом
практично неможливо через високу твердість (НRС 56-60) магнітних
матеріалів. Отвори діаметром 3-10 мм в магнітних матеріалах отримують
прошиванням на універсальних електроерозійних верстатах. Середня
продуктивність при прошивці, наприклад, отвори діаметром 6,5 мм в сплаві
3
ЮНДК35К.5 становить 20-25 мм /хв (при подачі близько 0,5 мм/хв). Висота
мікронерівностей обробленої поверхні Rа = 40-20 мкм, глибина зміцненого
шару 0,06-0,2 мм залежно від режиму обробки.