
Page 87 - 6732
P. 87
87
Їх подають через кондукторні втулки 4 з рубіна або інших твердих
діелектриків. Дріт до заготовки 5 переміщається подаючими роликами 3.
Ролики 2 служать для правки електрод-інструменту. Крім того, перед
обробкою дріт правлять, розтягуючи його на спеціальному пристрої. Дроту
надають вібрацію уздовж осі, за рахунок чого отримують можливість
стабільно прошивати отвори на велику глибину (до L/d = 10 ... 15).
Для отворів діаметром d < 0,1 мм в якості електрод-інструменту
застосовують вольфрамовий дріт, покритий шаром міді. Таке покриття
підвищує жорсткість електрод-інструменту, полегшує струмопідвід. Шар
міді на західній частині електрод-інструменту стравлюють на конус. Для
цього його поміщають у ванну з розчином для протравлювання і виймають з
постійною швидкістю. За рахунок більшого часу перебування у ванні кінця
дроту утворюється конус, довжина якого не повинна перевищувати 5 ... 6
діаметрів. Обробка отворів малого діаметра виконується за наступною
технологічною схемою:
1) електрод-інструмент встановлюють в електродотримач так, щоб його
західна частина була спрямована в бік заготовки; контролюють вихід дроту;
2) вивіряють точність установки електрод-інструменту;
3) встановлюють на верстат пристрій з кондукторною втулкою;
4) виставляють на верстаті режими обробки. енергія імпульсу не
повинна перевищувати 12 мкДж. Якщо товщина заготовки менше 1 мм, то
операцію виконують за один прохід на чистових режимах, при більшій
товщині необхідно використовувати два проходи – чорновий і чистовий.
Знос електрод-інструменту досягає 60 ... 70% від обсягу знятого металу;
5) встановлюють заготовку;
6) включають вібрацію дроту вздовж осі;
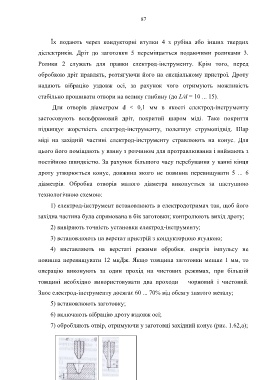
7) обробляють отвір, отримуючи у заготовці західний конус (рис. 1.62,а);