
Page 86 - 6732
P. 86
86
електрод-інструментом вдається прошивати отвори з L/d =40, причому зі
збільшенням діаметра це співвідношення зростає.
Для отримання отворів з L/d > 40 потрібно видалити керн, який
залишається на заготовці всередині трубчастого електрод-інструменту. Для
цього використовують трубки 1, всередину яких вставлені деталі 2 з
нарізаним спіральним каналом (рис. 1.60, а). Робоча рідина підводиться
через канал. Обертання електрод-інструмента не обов'язкове. Замість
нарізної деталі можна вставляти у трубку пластинку (рис.1.60, б) або
квадратний стрижень (рис.1.60, в). При цьому необхідно обертати електрод-
інструмент.
Розрахунок режимів обробки виконують аналогічно попередньому
випадку, але при періодичному виведенні електрод-інструменту основний
час збільшують:
L 1 в
o
t
o
V
i
де в - період часу, необхідний для виведення електрод-інструменту з
отвору і повернення в робоче положення;
o - проміжок часу між вивиденнями електрод-інструменту;
L - глибина отвору;
V - швидкість подачі інструмента.
i
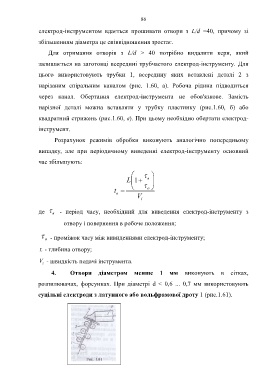
4. Отвори діаметром менше 1 мм виконують в сітках,
розпилювачах, форсунках. При діаметрі d < 0,6 ... 0,7 мм використовують
суцільні електроди з латунного або вольфрамової дроту 1 (рис.1.61).