
Page 89 - 6732
P. 89
89
також зменшення впливу зворотної конусності. Зменшення конусності
прошиваного отвору з боку кромки матриці досягається застосуванням
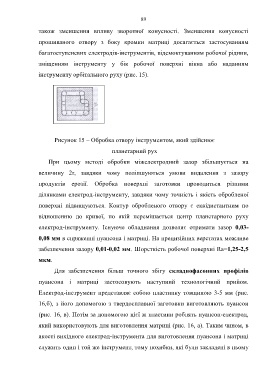
багатоступеневих електродів-інструментів, відсмоктуванням робочої рідини,
зміщенням інструменту у бік робочої поверхні вікна або наданням
інструменту орбітального руху (рис. 15).
Рисунок 15 – Обробка отвору інструментом, який здійснює
планетарний рух
При цьому методі обробки міжелектродний зазор збільшується на
величину 2r, завдяки чому поліпшуються умови видалення з зазору
продуктів ерозії. Обробка поверхні заготовки проводиться різними
ділянками електрод-інструменту, завдяки чому точність і якість обробленої
поверхні підвищуються. Контур обробленого отвору є еквідистантним по
відношенню до кривої, по якій перемішається центр планетарного руху
електрод-інструменту. Існуюче обладнання дозволяє отримати зазор 0,03-
0,08 мм в спряженні пуансона і матриці. На прецизійних верстатах можливе
забезпечення зазору 0,01-0,02 мм. Шорсткість робочої поверхні Rа=1,25-2,5
мкм.
Для забезпечення більш точного збігу складнофасонних профілів
пуансона і матриці застосовують наступний технологічний прийом.
Електрод-інструмент представляє собою пластинку товщиною 3-5 мм (рис.
16,б), з його допомогою з твердосплавної заготовки виготовляють пуансон
(рис. 16, в). Потім за допомогою цієї ж пластини роблять пуансон-електрод,
який використовують для виготовлення матриці (рис. 16, а). Таким чином, в
якості вихідного електрод-інструмента для виготовлення пуансона і матриці
служить один і той же інструмент, тому похибки, які були закладені в ньому