
Page 83 - 6732
P. 83
83
L L
t
0
1 i 2 i
де L - глибина отвору;
,
1 i 2 i - швидкість подачі електрод-інструменту відповідно на робочому
і калібруючому проходах.
При виготовленні наскрізного отвору
(2...2,5)L
t
o
V
i
де L – глибина отвору.
Після визначення основного часу по залежності (1.17) знаходять
трудомісткість виготовлення одного отвору. При необхідності наступної
операції намічають припуск і проводять розрахунок режиму
електроерозійної обробки, виходячи з умови отримання найбільшої
продуктивності (як у випадку видалення уламків інструменту). Обробку
виконують одним інструментом без його обертання. Прокачування робочої
рідини зазвичай не використовується.
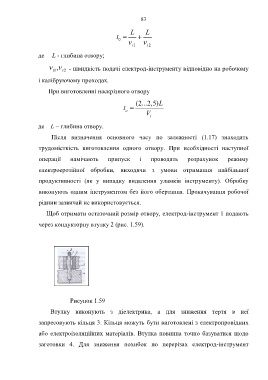
Щоб отримати остаточний розмір отвору, електрод-інструмент 1 подають
через кондукторну втулку 2 (рис. 1.59).
Рисунок 1.59
Втулку виконують з діелектрика, а для зниження тертя в неї
запресовують кільця 3. Кільця можуть бути виготовлені з електропровідних
або електроізоляційних матеріалів. Втулка повинна точно базуватися щодо
заготовки 4. Для зниження похибок по перерізах електрод-інструмент