
Page 186 - 6732
P. 186
186
Оптимальна сила подачі підбирається переважно експериментально і
становить за розмірного оброблення Р ст=30.. .200 Н.
Сила тиску інструмента Р пр = Р ст /S становить у середньому 0,1...1 МІІа.
Тут S - площа торця інструмента.
Продуктивність оброблення залежить від глибини і площі
оброблюваного отвору, які відображаються у показниках степеня а і b.
3.6 ТИПОВІ ТЕХНОЛОГІЧНІ ОПЕРАЦІЇ
УЛЬТРАЗВУКОВОГО РОЗМІРНОГО ОБРОБЛЕННЯ
Ультразвукове розмірне оброблення заготовок із твердих крихких
матеріалів абразивними зернами
Цей метод застосовується для скла, кераміки, ситалів, кремнію,
германію, тобто для матеріалів, оброблення яких іншими методами
утруднене.
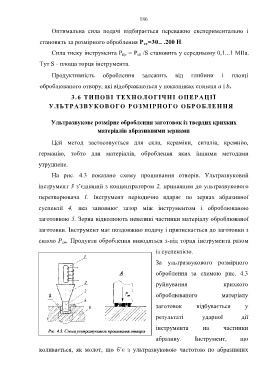
На рис. 4.3 показано схему прошивання отворів. Ультразвуковий
інструмент 3 з’єднаний з концентратором 2, припаяним до ультразвукового
перетворювача 1. Інструмент періодично вдаряє по зернах абразивної
суспензії 4, яка заповнює зазор між інструментом і оброблюваною
заготовкою 5. Зерна відколюють невеликі частинки матеріалу оброблюваної
заготовки. Інструмент має поздовжню подачу і притискається до заготовки з
силою Р ст. Продукти оброблення виводяться з-під торця інструмента разом
із суспензією.
За ультразвукового розмірного
оброблення за схемою рис. 4.3
руйнування крихкого
оброблюваного матеріалу
заготовок відбувається у
результаті ударної дії
інструмента на частинки
абразиву. Інструмент, що
коливається, як молот, що б’є з ультразвуковою частотою по абразивних