
Page 189 - 6732
P. 189
189
була успішно вирішена в процесі досліджень у виробництві під час розрізання
заготовок з боралюмінієвих КМ використанням енергії ультразвукового поля для
гідрокавітаційного очищення робочих поверхонь алмазних відрізних кругів. У
цьому композиційному матеріалі надзвичайно висока твердість включень
карбідів бору (НV 4200) поєднується з високою пластичністю і хімічною
активністю алюмінієвого сплаву.
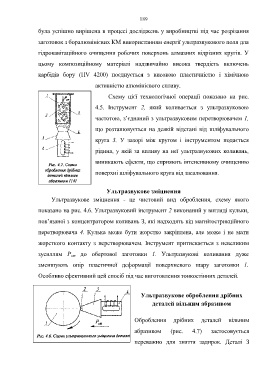
Схему цієї технологічної операції показано на рис.
4.5. Інструмент 2, який коливається з ультразвуковою
частотою, з’єднаний з ультразвуковим перетворювачем 1,
що розташовується на деякій відстані від шліфувального
круга 3. У зазорі між кругом і інструментом подається
рідина, у якій за впливу на неї ультразвукових коливань,
виникають ефекти, що сприяють інтенсивному очищенню
поверхні шліфувального круга від засалювання.
Ультразвукове зміцнення
Ультразвукове зміцнення - це чистовий вид оброблення, схему якого
показано на рис. 4.6. Ультразвуковий інструмент 2 виконаний у вигляді кульки,
пов’язаної з концентратором коливань З, які надходять від магнітострикційного
перетворювача 4. Кулька може бути жорстко закріплена, але може і не мати
жорсткого контакту з перетворювачем. Інструмент притискається з невеликим
зусиллям Р ст до обертової заготовки 1. Ультразвукові коливання дуже
зменшують опір пластичної деформації поверхневого шару заготовки 1.
Особливо ефективний цей спосіб під час виготовлення тонкостінних деталей.
Ультразвукове оброблення дрібних
деталей вільним абразивом
Оброблення дрібних деталей вільним
абразивом (рис. 4.7) застосовується
переважно для зняття задирок. Деталі З