
Page 182 - 6732
P. 182
182
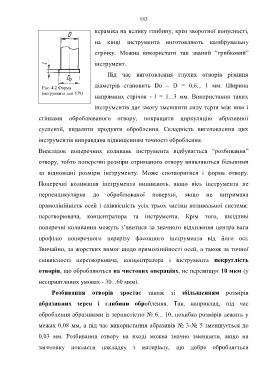
кераміка на велику глибину, крім зворотної конусності,
на кінці інструмента виготовляють калібрувальну
стрічку. Можна використати так званий “грибковий”
інструмент.
Під час виготовлення глухих отворів різниця
діаметрів становить Dо – D = 0,6... 1 мм. Ширина
Рис. 4.2 Форма
інструмента для УРО
напрямних стрічок - l = 1...3 мм. Використання таких
інструментів дає змогу зменшити силу тертя між ним і
стінками оброблюваного отвору, покращити циркуляцію абразивної
суспензії, видалити продукти оброблення. Складність виготовлення цих
інструментів виправдана підвищенням точності оброблення.
Внаслідок поперечних коливань інструмента відбувається “розбивання”
отвору, тобто поперечні розміри отриманого отвору виявляються більшими
за відповідні розміри інструменту. Може спотворитися і форма отвору.
Поперечні коливання інструмента виникають, якщо вісь інструмента не
перпендикулярна до оброблюваної поверхні, якщо не витримана
прямолінійність осей і співвісність усіх трьох частин коливальної системи:
перетворювача, концентратора та інструмента. Крім того, шкідливі
поперечні коливання можуть з’явитися за значного відхилення центра ваги
профілю поперечного перерізу фасонного інструмента від його осі.
Звичайно, за жорстких вимог щодо прямолінійності осей, а також за точної
співвісності перетворювача, концентратора і інструмента некруглість
отворів, що обробляються на чистових операціях, не перевищує 10 мкм (у
несприятливих умовах - 30...60 мкм).
Розбивання отворів зростає також зі збільшенням розмірів
абразивних зерен і глибини оброблення. Так, наприклад, під час
оброблення абразивами із зернистістю № 6... 10, похибка розмірів лежить у
межах 0,08 мм, а під час використання абразивів № 3-№ 5 зменшується до
0,03 мм. Розбивання отвору на вході можна значно зменшити, якщо на
заготовку покласти накладку з матеріалу, що добре обробляється