
Page 187 - 6732
P. 187
187
зернах, які знаходяться між
інструментом і заготовкою. При цьому
руйнування матеріалу заготовки настає
під впливом короткочасних імпульсів
високого тиску, викликаних УЗК, які
виникають під час вибуху
найдрібніших газових бульбашок
(явище кавітації). При цьому істотно
Рис. 4.4 Схема контурно-вирізного УО слабшає контактна міцність кристалів
металу заготовки і самих зерен. Відрив частинок, контактна міцність яких
ослаблена, відбувається за рахунок змінних тисків у зоні ерозії (від вакууму
до високого). Імпульси тиску через тверді частинки абразиву, впливаючи на
поверхню заготовки, полегшують її руйнування.
Надаючи інструменту і заготовці різні види подач (поздовжню,
поперечну) і змінюючи профіль перетину інструмента, можна прошивати
глухі і наскрізні отвори, обробляти площини заглиблення, пази за прямого і
зворотного копіювання, розрізати заготовки великих розмірів, обробляти
криволінійні і кільцеві пази по копіру, обробляти зовнішні циліндричні і
конічні поверхні, проводити шліфування і полірування.
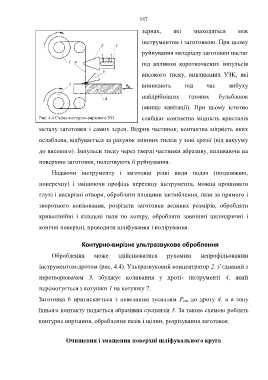
Контурно-вирізне ультразвукове оброблення
Оброблення може здійснюватися рухомим непрофільованим
інструментом-дротом (рис. 4.4). Ультразвуковий концентратор 2, з’єднаний з
перетворювачем З, збуджує коливання у дроті- інструменті 4, який
перемотується з котушки 1 на котушку 7.
Заготовка 6 притискається з невеликим зусиллям Р ст до дроту 4, а в зону
їхнього контакту подається абразивна суспензія 5. За такою схемою роблять
контурне вирізання, оброблення пазів і щілин, розрізування заготовок.
Очищення і змащення поверхні шліфувального круга