
Page 150 - 6732
P. 150
150
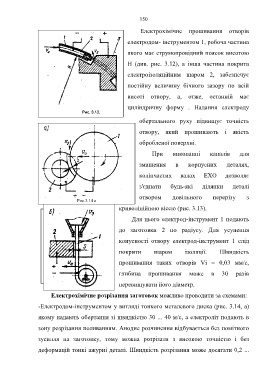
Електрохімічне прошивання отворів
електродом- інструментом 1, робоча частина
якого має струмопровідний поясок висотою
Н (див. рис. 3.12), а інша частина покрита
електроізоляційним шаром 2, забезпечує
постійну величину бічного зазору по всій
висоті отвору, а, отже, останній має
циліндричну форму . Надання електроду
обертального руху підвищує точність
отвору, який прошивають і якість
обробленої поверхні.
При виконанні каналів для
змащення в корпусних деталях,
колінчастих валах ЕХО дозволяє
з'єднати будь-які ділянки деталі
отвором довільного перерізу з
Рис.3.14 а
криволінійною віссю (рис. 3.13).
Для цього електрод-інструмент 1 подають
до заготовки 2 по радіусу. Для усунення
конусності отвору електрод-інструмент 1 слід
покрити шаром ізоляції. Швидкість
прошивания таких отворів Vі = 0,03 мм/с,
глибина прошивання може в 30 разів
перевищувати його діаметр.
Електрохімічне розрізання заготовок можливо проводити за схемами:
-Електродом-інструментом у вигляді тонкого металевого диска (рис. 3.14, а)
якому надають обертання зі швидкістю 30 ... 40 м/с, а електроліт подають в
зону розрізання поливанням. Анодне розчинення відбувається без помітного
зусилля на заготовку, тому можна розрізати з високою точністю і без
деформацій тонкі ажурні деталі. Швидкість розрізання може досягати 0,2 ...