
Page 105 - 6732
P. 105
105
Розглянемо найбільш характерні приклади електроерозійного
вирізання твердосплавних заготовок.
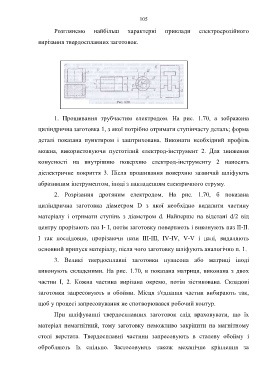
1. Прошивання трубчастим електродом. На рис. 1.70, а зображена
циліндрична заготовка 1, з якої потрібно отримати ступінчасту деталь; форма
деталі показана пунктиром і заштрихована. Виконати необхідний профіль
можна, використовуючи пустотілий електрод-інструмент 2. Для зниження
конусності на внутрішню поверхню електрод-інструменту 2 наносять
діелектричне покриття 3. Після прошивання поверхню зазвичай шліфують
абразивним інструментом, іноді з накладенням електричного струму.
2. Розрізання дротяним електродом. На рис. 1.70, б показана
циліндрична заготовка діаметром D з якої необхідно видалити частину
матеріалу і отримати ступінь з діаметром d. Найперше на відстані d/2 від
центру прорізають паз I- I, потім заготовку повертають і виконують паз II-II.
І так послідовно, прорізаючи пази III-III, IV-IV, V-V і далі, видаляють
основний припуск матеріалу, після чого заготовку шліфують аналогічно п. 1.
3. Великі твердосплавні заготовки пуансона або матриці іноді
виконують складеними. На рис. 1.70, в показана матриця, виконана з двох
частин I, 2. Кожна частина вирізана окремо, потім зістикована. Складові
заготовки запресовують в обойми. Місця з'єднання частин вибирають так,
щоб у процесі запресовування не спотворювався робочий контур.
При шліфуванні твердосплавних заготовок слід враховувати, що їх
матеріал немагнітний, тому заготовку неможливо закріпити на магнітному
столі верстата. Твердосплавні частини запресовують в сталеву обойму і
обробляють їх спільно. Застосовують також механічне кріплення за