
Page 102 - 6732
P. 102
102
положення лінії копіювання в електричний сигнал, який діє через
електронний стежучий пристрій 8 на електродвигуни подачі так, що копір
своїм краєм безперервно переміщується перед об'єктивом. Еквідистантно
обходу копіра відносно дроту - інструменту переміщається робочий столик з
закріпленою на ньому заготовкою. Для забезпечення електроерозійного
процесу до заготовки і електроду-дроту підводять струм від спеціального
генератора імпульсів 2. Дротяний електрод 4 безперервно перемотується з
подаючої котушки на приймальну електродвигуном перемотування 3.
Електродвигун 1, включений у загальмованому режимі, створює натяг
дроту. Робочою рідиною служить гас або вода (промислова або
дистильована). Застосування в якості робочої рідини деіонізованої води
збільшує продуктивність.
В залежності від призначення і виду оброблюваної заготовки при
обробці непрофільованим електродом використовують три режими: м'який,
середній і грубий. М'який режим застосовують для мініатюрних і складних
деталей, які не потребують додаткової обробки (для одночасної обробки
деталей типу пуансона і матриці, для виготовлення дуже вузьких пазів і
щілин). Обробку ведуть вольфрамовими дротами діаметром 5-30 мкм;
одержувана шорсткість обробленої поверхні Rа=1,25-0,63 мкм. Середній
режим застосовують при обробці сочленяющихся деталей, для різання,
отримання пазів і щілин. Роботу здійснюють мідними дротами діаметром
0,1-0,2 мм. Шорсткість оброблених поверхонь Rа = 1,25 мкм. Грубий режим
застосовують при грубій і швидкій обробці заготовок, що вимагають
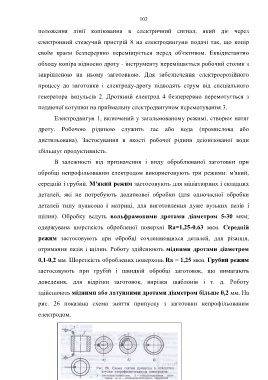
доведення, для відрізки заготовок, вирізки шаблонів і т. д. Роботу
здійснюють мідними або латунними дротами діаметром більше 0,2 мм. На
рис. 26 показана схема зняття припуску з заготовки непрофільованим
електродом.