
Page 109 - 6732
P. 109
109
повинна бути високою навіть у тому випадку, коли вирубувана деталь
виконана з великими допусками на розміри. Профіль спряженої поверхні
пуансона повинен бути еквідистантним фактично отриманому після доведення
контуру матриці. Тому в якості задаючого елемента доводиться
використовувати тільки контур готової матриці.
Використання електроерозійного вирізання непрофільованим електродом
дозволяє отримати якісне спряження при мінімальній кількості слюсарних
операцій.
Відомо кілька варіантів спряження.
1. Якщо товщина вирубуваної деталі становить кілька міліметрів, то
можна з однієї заготовки одночасно отримати робочий контур пуансона і
матриці. Зазор між ними дорівнює ширині паза. При такому варіанті серйозні
труднощі викликає прошивання отворів для введення дроту і збереження
точності сполучення після доведення профілю.
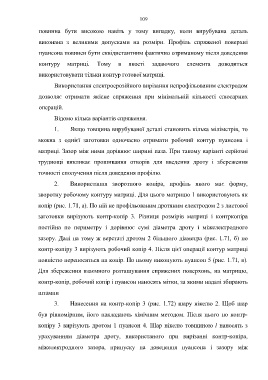
2. Використання зворотного копіра, профіль якого має форму,
зворотну робочому контуру матриці. Для цього матрицю 1 використовують як
копір (рис. 1.71, а). По ній не профільованим дротяним електродом 2 з листової
заготовки вирізують контр-копір 3. Різниця розмірів матриці і контркопіра
постійна по периметру і дорівнює сумі діаметра дроту і міжелектродного
зазору. Далі на тому ж верстаті дротом 2 більшого діаметра (рис. 1.71, б) по
контр-копіру 3 вирізують робочий копір 4. Після цієї операції контур матриці
повністю переноситься на копір. По ньому виконують пуансон 5 (рис. 1.71, в).
Для збереження взаємного розташування спряжених поверхонь, на матрицю,
контр-копір, робочий копір і пуансон наносять мітки, за якими надалі збирають
штампи
3. Нанесення на контр-копір 3 (рис. 1.72) шару нікелю 2. Щоб шар
був рівномірним, його накладають хімічним методом. Після цього по контр-
копіру 3 вирізують дротом 1 пуансон 4. Шар нікелю товщиною l наносять з
урахуванням діаметра дроту, використаного при вирізанні контр-копіра,
міжелектродного зазора, припуску на доведення пуансона і зазору між