
Page 110 - 6732
P. 110
110
спряженими поверхнями. Тут слід брати мінімально можливий діаметр дроту,
тоді товщина шару не перевищить 0,15 мм.
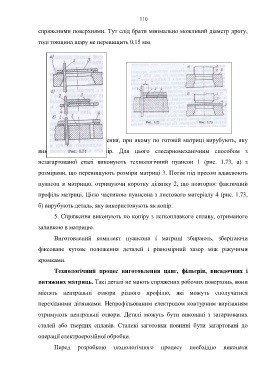
4. Спосіб спряження, при якому по готовій матриці вирубують, яку
використовують як копір. Для цього слесарномеханічним способом з
незагартованої сталі виконують технологічний пуансон 1 (рис. 1.73, а) з
розмірами, що перевищують розміри матриці 3. Потім під пресом вдавлюють
пуансон в матрицю, отримуючи коротку ділянку 2, що повторює фактичний
профіль матриці. Цією частиною пуансона з листового матеріалу 4 (рис. 1.73,
б) вирубують деталь, яку використовують як копір.
5. Спряження виконують по копіру з легкоплавкого сплаву, отриманого
заливкою в матрицю.
Виготовлений комплект пуансона і матриці збирають, зберігаючи
фіксоване кутове положення деталей і рівномірний зазор між ріжучими
кромками.
Технологічний процес виготовлення цанг, фільєрів, висадочних і
витяжних матриць. Такі деталі не мають спряжених робочих поверхонь, вони
містять центральні отвори різного профілю, які можуть сполучатися
перехідними ділянками. Непрофільованим електродом контурним вирізанням
отримують центральні отвори. Деталі можуть бути виконані з загартованих
сталей або твердих сплавів. Сталеві заготовки повинні бути загартовані до
операції електроерозійної обробки.
Перед розробкою технологічного процесу необхідно виконати