
Page 172 - 6722
P. 172
Особливістю електродугового напилення є утворення
декількох максимумів у факелі розпилювання. Це пов'язано з тим,
що струмінь стиснутого повітря розтинається електродними
дротами на два або три потоки, залежно від числа дротів, що
подаються у зону плавлення. У кожному з цих потоків
утворюється своя вісь максимальної концентрації розпилених
частинок.
Живлення дуги здійснюється змінним або постійним
струмом. При роботі на постійному струмі дуга горить
безперервно, на змінному струмі вона періодично
поновлюється. При використанні постійного струму процес
плавлення стабільніший, дисперсність частинок і щільність
отримуваних покриттів вищі, ніж при застосуванні змінного
струму.
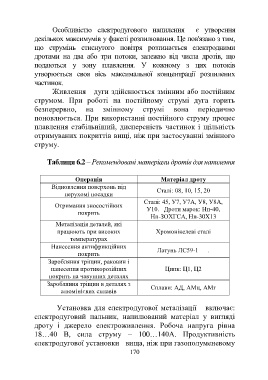
Таблиця 6.2 – Рекомендовані матеріали дротів для напилення
Операція Матеріал дроту
Відновлення поверхонь під Сталі: 08, 10, 15, 20
нерухомі посадки
Сталі: 45, У7, У7А, У8, У8А,
Отримання зносостійких У10. Дроти марок: Нп-40,
покрить
Нп-ЗОХГСА, Нп-30X13
Металізація деталей, які
працюють при високих Хромонікелеві сталі
температурах
Нанесення антифрикційних Латунь ЛС59-1 .
покрить
Заробляння тріщин, раковин і
нанесення протикорозійних Цинк: Ц1, Ц2
покрить на чавунних деталях
Заробляння тріщин в деталях з
алюмінієвих сплавів Сплави: АД, АМц, АМг
Установка для електродугової металізації включає:
електродуговий пальник, напилюваний матеріал у вигляді
дроту і джерело електроживлення. Робоча напруга рівна
18…40 В, сила струму – 100…140А. Продуктивність
електродугової установки вища, ніж при газополуменевому
170