
Page 169 - 6722
P. 169
Сліди масла або яких-небудь інших забруднень на
відновлюваній поверхні різко знижують міцність зчеплення
напилених покриття. У зв'язку з цим підготовлена до напилення
поверхня деталі повинна ретельно оберігатися від забруднення.
Деталі зберігають в спеціальних стелажах, що закриваються. Час їх
зберігання до напилення не повинен перевищувати 2,5 год.
6.3 Газоелектричне напилення
У газоелектричних процесах для створення
високотемпературного потоку використовують теплову дію
електричної дуги, плазмового струменя, індукційного нагріву
струмами високої частоти.
Газоелектричні методи напилення - одні з найбільш
поширених способів отримання металевих покриттів. Суть
процесу - метал, розплавлений дугою і розпорошений струменем
стислого повітря (тиск до 0,6 МПа), покриває поверхню
відновлюваної деталі.
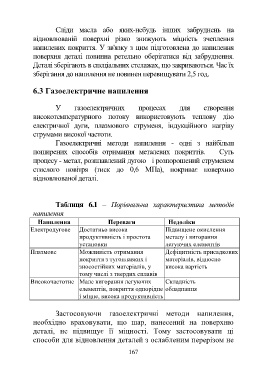
Таблиця 6.1 – Порівняльна характеристика методів
напилення
Напилення Переваги Недоліки
Електродугове Достатньо висока Підвищене окислення
продуктивність і простота металу і вигорання
установки легуючих елементів
Плазмове Можливість отримання Дефіцитність присадкових
покриття з тугоплавких і матеріалів, відносно
зносостійких матеріалів, у висока вартість
тому числі з твердих сплавів
Високочастотне Мале вигорання легуючих Складність
елементів, покриття однорідне обладнання
і міцне, висока продуктивність
Застосовуючи газоелектричні методи напилення,
необхідно враховувати, що шар, нанесений на поверхню
деталі, не підвищує її міцності. Тому застосовувати ці
способи для відновлення деталей з ослабленим перерізом не
167