
Page 171 - 6722
P. 171
якість обробки і правильну геометричну форму поверхонь,
покритих розпиленим металом, отримують при
викінчувальній механічній обробці.
6.4 Електродугове напилення
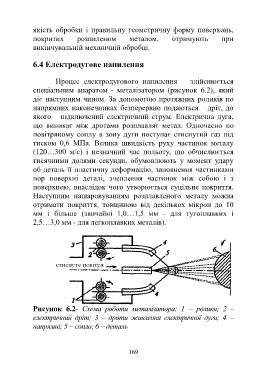
Процес електродугового напилення здійснюється
спеціальним апаратом - металізатором (рисунок 6.2), який
діє наступним чином. За допомогою протяжних роликів по
напрямних наконечниках безперервно подаються дріт, до
якого підключений електричний струм. Електрична дуга,
що виникає між дротами розплавляє метал. Одночасно по
повітряному соплу в зону дуги поступає стиснутий газ під
тиском 0,6 МПа. Велика швидкість руху частинок металу
(120…300 м/с) і незначний час польоту, що обчислюється
тисячними долями секунди, обумовлюють у момент удару
об деталь її пластичну деформацію, заповнення частинками
пор поверхні деталі, зчеплення частинок між собою і з
поверхнею, внаслідок чого утворюється суцільне покриття.
Наступним нашаровуванням розплавленого металу можна
отримати покриття, товщиною від декількох мікрон до 10
мм і більше (звичайні 1,0…1,5 мм - для тугоплавких і
2,5…3,0 мм - для легкоплавких металів).
Рисунок 6.2- Схема роботи металізатора: 1 – ролики; 2 –
електричний дріт; 3 – дроти живлення електричної дуги; 4 –
напрямні; 5 – сопло; 6 – деталь
169