
Page 165 - 6722
P. 165
порошок.
Максимальна температура при газотермічному
напилені покриттів знаходиться в межах:
- при газополуменевому методі - 1800-3500 К;
- при електродуговому і плазмовому - 7500-2000 К;
Швидкість частинок напилюваного матеріалу складає,
м/с:
- при газополуменевій обробці - 50-100;
- при електродуговому напиленні - 60-2500;
- при плазмовому напиленні - 100-400;
- при детонаційному напиленні - 700 і більше.
Напилення покриттів відбувається в наступному
порядку:
- розплавлення матеріалу, що напиляється;
- прискорення і розпилювання розплавленого
матеріалу;
- політ напилюваних частинок у напрямі до
оброблюваної поверхні;
- удар частинок і їх зчеплення з поверхнею
оброблюваного виробу.
У всіх процесах газотермічного напилення у
високотемпературному потоці газу напилюваний матеріал
прискорюється, нагрівається, плавиться (або
пластифікується) і у вигляді потоку рідких крапель (або
пластифікованих частинок) при ударній взаємодії з
оброблюваною поверхнею формує покриття.
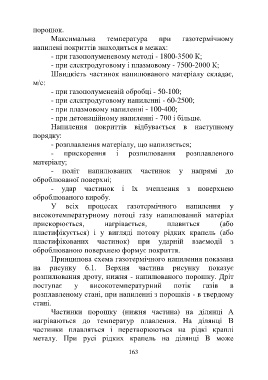
Принципова схема газотермічного напилення показана
на рисунку 6.1. Верхня частина рисунку показує
розпилювання дроту, нижня - напилюваного порошку. Дріт
поступає у високотемпературний потік газів в
розплавленому стані, при напиленні з порошків - в твердому
стані.
Частинки порошку (нижня частина) на ділянці А
нагріваються до температур плавлення. На ділянці В
частинки плавляться і перетворюються на рідкі краплі
металу. При русі рідких крапель на ділянці В може
163