
Page 69 - 6400
P. 69
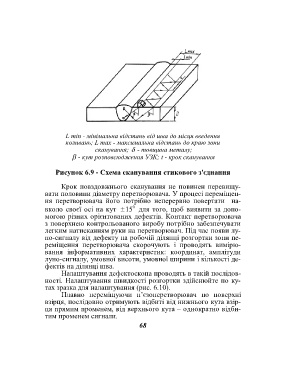
L min - мінімальна відстань від шва до місця введення
коливань; L mаx - максимальна вiдстань до краю зони
сканування; - товщина металу;
- кут розповсюдження УЗК; t - крок сканування
Рисунок 6.9 - Схема сканування стикового з'єднання
Крок повздовжнього сканування не повинен перевищу-
вати половини діаметру перетворювача. У процесі переміщен-
ня перетворювача його потрібно неперервно повертати на-
вколо своєї осі на кут 15 0 для того, щоб виявити за допо-
могою різних орієнтованих дефектів. Контакт перетворювача
з поверхнею контрольованого виробу потрібно забезпечувати
легким натисканням руки на перетворювач. Під час появи лу-
но-сигналу від дефекту на робочій ділянці розгортки зони пе-
реміщення перетворювача скорочують і проводять вимірю-
вання інформативних характеристик: координат, амплітуди
луно-сигналу, умовної висоти, умовної ширини і кількості де-
фектів на ділянці шва.
Налаштування дефектоскопа проводять в такій послідов-
ності. Налаштування швидкості розгортки здійснюйте по ку-
тах зразка для налаштування (рис. 6.10).
Плавно переміщуючи п’єзоперетворювач по поверхні
взірця, послідовно отримують відбиті від нижнього кута взір-
ця прямим променем, від верхнього кута – однократно відби-
тим променем сигнали.
68