
Page 67 - 6400
P. 67
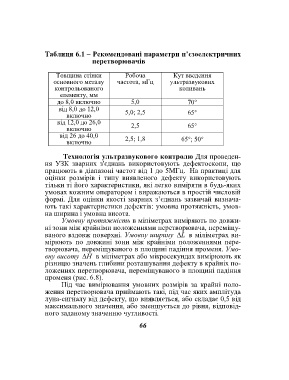
Таблиця 6.1 – Рекомендовані параметри п’єзоелектричних
перетворювачів
Товщина стінки Робоча Кут введення
основного металу частота, мГц ультразвукових
контрольованого коливань
елементу, мм
до 8,0 включно 5,0 70
від 8,0 до 12,0
включно 5,0; 2,5 65
від 12,0 до 26,0
включно 2,5 65
від 26 до 40,0
включно 2,5; 1,8 65; 50
Технологія ультразвукового контролю Для проведен-
ня УЗК зварних з'єднань використовують дефектоскопи, що
працюють в діапазоні частот від 1 до 5МГц. На практиці для
оцінки розмірів і типу виявленого дефекту використовують
тільки ті його характеристики, які легко виміряти в будь-яких
умовах кожним оператором і виражаються в простій числовій
формі. Для оцінки якості зварних з’єднань зазвичай визнача-
ють такі характеристики дефектів: умовна протяжність, умов-
на ширина і умовна висота.
Умовну протяжність в міліметрах виміряють по довжи-
ні зони між крайніми положеннями перетворювача, переміщу-
ваного вздовж поверхні. Умовну ширину L в міліметрах ви-
мірюють по довжині зони між крайніми положеннями пере-
творювача, переміщуваного в площині падіння променя. Умо-
вну висоту H в міліметрах або мікросекундах вимірюють як
різницю значень глибини розташування дефекту в крайніх по-
ложеннях перетворювача, переміщуваного в площині падіння
променя (рис. 6.8).
Під час вимірювання умовних розмірів за крайні поло-
ження перетворювача приймають такі, під час яких амплітуда
луна-сигналу від дефекту, що виявляється, або складає 0,5 від
максимального значення, або зменшується до рівня, відповід-
ного заданому значенню чутливості.
66