
Page 71 - 6400
P. 71
ний раз в момент попадання штучного дефекту в зону випро-
мінювання УЗК на екрані дефектоскопа з’являється стійкий
імпульс від штучного дефекту і спрацьовує система автома-
тичної сигналізації дефекту.
Якщо у зварному з’єднані є тріщини або непровари, пер-
пендикулярні до поверхні, то один перетворювач вже не за-
безпечує необхідної надійності контролю. Луна-сигнал від
дефекту в цьому випадку можуть оптимально уловлюватися
тільки другим перетворювачем, розташованим на певній від-
стані від першого. Ця відстань залежить від товщини листа і
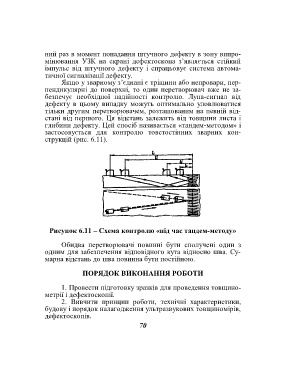
глибини дефекту. Цей спосіб називається «тандем-методом» і
застосовується для контролю товстостінних зварних кон-
струкцій (рис. 6.11).
Рисунок 6.11 – Схема контролю «під час тандем-методу»
Обидва перетворювачі повинні бути сполучені один з
одним для забезпечення відповідного кута відносно шва. Су-
марна відстань до шва повинна бути постійною.
ПОРЯДОК ВИКОНАННЯ РОБОТИ
1. Провести підготовку зразків для проведення товщино-
метрії і дефектоскопії.
2. Вивчити принцип роботи, технічні характеристики,
будову і порядок налагодження ультразвукових товщиномірів,
дефектоскопів.
70