
Page 68 - 6400
P. 68
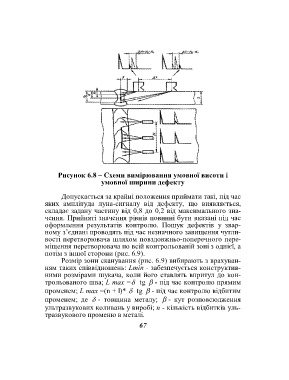
Рисунок 6.8 – Схеми вимірювання умовної висоти і
умовної ширини дефекту
Допускається за крайні положення приймати такі, під час
яких амплітуда луна-сигналу від дефекту, що виявляється,
складає задану частину від 0,8 до 0,2 від максимального зна-
чення. Прийняті значення рівнів повинні бути вказані під час
оформлення результатів контролю. Пошук дефектів у звар-
ному з’єднані проводять під час незначного завищення чутли-
вості перетворювача шляхом повздовжньо-поперечного пере-
міщення перетворювача по всій контрольованій зоні з однієї, а
потім з іншої сторони (рис. 6.9).
Розмір зони сканування (рис. 6.9) вибирають з врахуван-
ням таких співвідношень: Lmin - забезпечується конструктив-
ними розмірами шукача, коли його ставлять впритул до кон-
трольованого шва; L mах = tg - під час контролю прямим
променем; L mаx =(n + l)* tg - під час контролю відбитим
променем; де - товщина металу; - кут розповсюдження
ультразвукових коливань у виробі; n - кількість відбитків уль-
тразвукового променю в металі.
67