
Page 25 - 4582
P. 25
Похибка закріплення може бути визначена розрахунком, виходячи з прийнятої
схеми установки і сили закріплення. Для типових схем можна користуватись
орієнтовними даними, приведеними в таблицях [1], с. 75...82.
Мінімальний припуск є компенсатором усіх похибок попередньої обробки
22
заготовки та похибок, пов’язаних з виконанням даної технологічної операції.
Мінімальний операційний припуск рівний:
- для послідовної обробки протилежних поверхонь (односторонній припуск)
Z min R h ; (3.32)
i Zi1 i1 i
i 1
- для паралельної обробки протилежних поверхонь (двосторонній припуск)
Z2 min 2 R h ; (3.33)
i Zi1 i1 i
i 1
- для обробки зовнішніх і внутрішніх поверхонь обертання (двосторонній
припуск)
; (3.34)
2 R
2Z min h 2 2
i Zi 1 i 1 i
1i
- для обточування циліндричної поверхні заготовки, закріпленої в центрах
при 0 , для безцентрового шліфування
i
2Z min 2 R h ; (3.35)
i Zi 1 i 1
1i
- для розвертання плаваючою розверткою, протягування отворів
2Z min 2 R h ; (3.36)
i Zi 1 i 1
- для суперфінішу, полірування і розкатування (обкатування)
Z min 2R ; (3.37)
i Zi 1
- для шліфування заготовок після термічної обробки
- тіл обертання Z2 min 2 R ; (3.38)
i Zi1 i
i 1
- площини Z min R . (3.39)
i Zi1 i
i 1
За певних умов шліфування складова , може бути рівною нулю ( 0 ).
i i
У всіх випадках встановлений мінімальний припуск не повинен бути меншим від
мінімальної товщини стружки, яку може зняти різальний інструмент. Так, при
швидкісному точінні гострозаточеним різцем мінімальна товщина стружки 5 мкм.
У процесі затуплення різця і збільшення радіуса заокруглення різального леза
мінімальна товщина стружки збільшується від 20 до 50 мкм. При інших видах
обробки товщина стружки може бути більшою (наприклад, при фрезеруванні) чи
меншою (при абразивній обробці) вказаних величин.
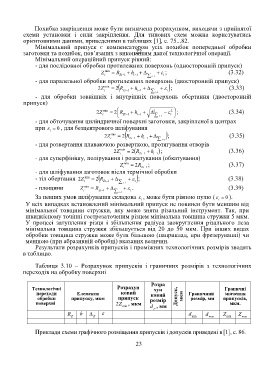
Результати розрахунків припусків і проміжних технологічних розмірів зводять
в таблицю.
Таблиця 3.10 – Розрахунок припусків і граничних розмірів з технологічних
переходів на обробку поверхні
Розра
Технологічні Розрахун хун Граничні
переходи Елементи ковий ковий Допуск, мкм Граничний значення
обробки припуску, мкм припуск розмір розмір, мм припусків,
поверхні 2Z , мкм мкм.
min d , мм
p
R h d d Z Z
Z E min max min max
Приклади схеми графічного розміщення припусків і допусків приведені в [1], с. 86.
23