
Page 15 - 4582
P. 15
завантаження обладнання (табл. 3.4).
Ф
K д . (3.12)
с
NT
шт. сер
Значення K залежно від типу виробництва аналогічні K . Такт випуску
с з
деталей визначається за формулою
F 60
t д . (3.13)
в
N
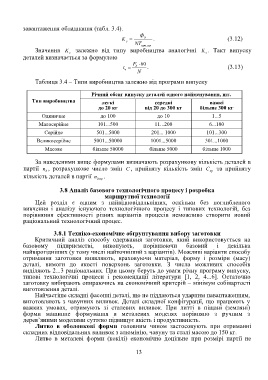
Таблиця 3.4 – Типи виробництва залежно від програми випуску
Річний обсяг випуску деталей одного найменування, шт.
Тип виробництва легкі середні важкі
до 20 кг від 20 до 300 кг більше 300 кг
Одиничне до 100 до 10 1...5
Малосерійне 101...500 11...200 6...100
Серійне 501...5000 201... 1000 101...300
Великосерійне 5001...50000 1001...5000 301...1000
Масове більше 50000 більше 5000 більше 1000
За наведеними вище формулами визначають розрахункову кількість деталей в
партії п , розрахункове число змін С , прийняту кількість змін С та прийняту
д пр
кількість деталей в партії п .
д. пр
3.8 Аналіз базового технологічного процесу і розробка
маршрутної технології
Цей розділ є одним з найвідповідальніших, оскільки без поглибленого
вивчення і аналізу існуючого технологічного процесу і типових технологій, без
порівняння ефективності різних варіантів процесів неможливо створити новий
раціональний технологічний процес.
3.8.1 Техніко-економічне обґрунтування вибору заготовки
Критичний аналіз способу одержання заготовки, який використовується на
базовому підприємстві, виконують, порівнюючи базовий і декілька
найвірогідніших (у тому числі найточніший з варіантів). Можливі варіанти способу
отримання заготовки виявляють, враховуючи матеріал, форму і розміри (масу)
деталі, вимоги до якості поверхонь заготовки. З числа можливих способів
виділяють 2...3 раціональних. При цьому беруть до уваги річну програму випуску,
типові технологічні процеси і рекомендації літератури [1, 2, 4...6]. Остаточно
заготовку вибирають опираючись на економічний критерій – мінімум собівартості
виготовлення деталі.
Найчастіше складні фасонні деталі, що не піддаються ударним навантаженням,
виготовляють з чавунних виливок. Деталі складної конфігурації, що працюють у
важких умовах, отримують зі сталевих виливок. При литті в піщані (земляні)
форми машинне формування в металевих моделях порівняно з ручним з
дерев’яними моделями суттєво підвищує якість і продуктивність.
Литво в оболонкові форми головним чином застосовують при отриманні
складних відповідальних виливок з алюмінію, чавуну та сталі масою до 150 кг.
Литво в металеві форми (кокілі) економічно доцільне при розмірі партії не
13