
Page 10 - 4582
P. 10
Наближено зварюваність сталей перлітного класу можна оцінити за еквівалентом
вуглецю, який визначають за формулою
M N C M V W
C C n i r o , (3.1)
e
20 15 10
де символ кожного елемента означає його процентний вміст сталі.
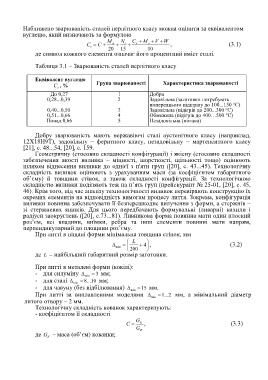
Таблиця 3.1 – Зварюваність сталей перлітного класу
Еквівалент вуглецю
С , % Група зварюваності Характеристика зварюваності
е
До 0,27 1 Добра
0,28...0,39 2 Задовільна (заготовки потребують
попереднього підігріву до 100...150 °С)
0,40...0,50 3 Задовільна (підігрів до 200...300 °С)
0,51...0,66 4 Обмежена (підігрів до 400…500 °С)
Понад 0,66 5 Незадовільна (погана)
Добру зварюваність мають нержавіючі сталі аустенітного класу (наприклад,
12Х18Н9Т), задовільну – феритного класу, незадовільну – мартенситного класу
[21], с. 48...54, [20], с. 159.
Геометричну (стосовно складності конфігурації) і якісну (стосовно складності
забезпечення якості виливка – міцності, шорсткості, щільності тощо) оцінюють
шляхом віднесення виливки до однієї з п'яти груп ([20], с. 43...45). Технологічну
складність виливок оцінюють з урахуванням маси (за коефіцієнтом габаритного
об’єму) й товщини стінок, а також складності конфігурації. За технологічною
складністю виливки поділяють теж на п’ять груп (прейскурант № 25-01, [20], с. 45,
46). Крім того, під час аналізу технологічності виливок перевіряють конструкцію їх
окремих елементів на відповідність вимогам процесу лиття. Зокрема, конфігурація
виливки повинна забезпечувати її безперешкодне вилучення з форми, а стержнів –
зі стержневих ящиків. Для цього передбачають формувальні (ливарні) нахили і
радіуси заокруглень ([20], с.73...81). Ливникова форма повинна мати один плоский
роз’єм, всі впадини, виїмки, ребра та інші елементи повинні мати напрям,
перпендикулярний до площини роз’єму.
При литті в піщані форми мінімальна товщина стінок, мм
L
4 , (3.2)
min
200
де L – найбільший габаритний розмір заготовки.
При литті в металеві форми (кокілі):
- для силуміну 3 мм;
min
- для сталі 8 ... 10 мм;
min
- для чавуну (без відбілювання) 15 мм.
min
При литті за виплавленими моделями 1 ... 2 мм, а мінімальний діаметр
min
литого отвору – 2 мм.
Технологічну складність кованок характеризують:
- коефіцієнтом її складності
G
C K , (3.3)
G
Ф
де G – маса (об’єм) кованки;
K