
Page 18 - 4582
P. 18
а також площину рознімання форми чи штампа. У технічних умовах на заготовку
зазначають твердість матеріалу і вид попередньої термічної обробки.
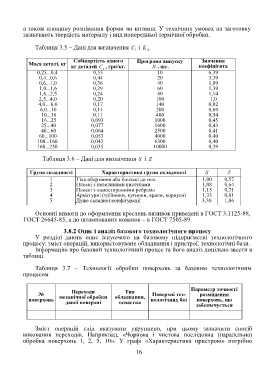
Таблиця 3.5 – Дані для визначення С і K
1 N
Собівартість одного Програма випуску Значення
Маса деталі, кг
кг деталей С , грн/кг. N , шт. коефіцієнта
к
K
0,25...0,4 0,53 10 6,39
0,4...0,6 0,44 20 3,39
0,6...1,0 0,36 40 1,89
1,0...1,6 0,29 60 1,39
1,6...2,5 0,24 80 1,14
2,5...4,0 0,20 100 1,0
4,0... 6,0 0,17 140 0,82
6,0...10 0,14 200 0,69
10...16 0,11 400 0,54
16...25 0,093 1000 0,45
25...40 0,077 1600 0,43
40...60 0,064 2500 0,41
60...100 0,053 4000 0,40
100...160 0,043 6300 0,40
160...250 0,035 10000 0,39
Таблиця 3.6 – Дані для визначення S і Z
Група складності Характеристика групи складності S Z
1 Тіла обертання або близькі до них 1,00 0,57
2 Плоскі з невеликими виступами 1,08 0,64
3 Плоскі з односторонніми ребрами 1,15 0,71
4 Арматурні (трійники, кутники, крани, корпуси) 1,33 0,81
5 Дуже складної конфігурації 3,30 1,06
Основні вимоги до оформлення креслень виливок приведені в ГОСТ 3.1125-88,
ГОСТ 26645-85, а до штампованих кованок – в ГОСТ 7505-89.
3.8.2 Опис і аналіз базового технологічного процесу
У розділі дають опис існуючого на базовому підприємстві технологічного
процесу: зміст операцій, використовуване обладнання і пристрої, технологічні бази.
Інформацію про базовий технологічний процес та його аналіз доцільно звести в
таблиці.
Таблиця 3.7 – Технології обробки поверхонь за базовим технологічним
процесом
Параметр точності
Переходи Тип
№ Поверхні тех- розміщення
поверхонь механічної обробки обладнання, нологічних баз поверхонь, що
даної поверхні оснастка
забезпечується
Зміст операцій слід вказувати укрупнено, при цьому зазначити спосіб
виконання переходів. Наприклад, «Чорнова і чистова послідовна (паралельна)
обробка поверхонь 1, 2, 5, 10». У графі «Характеристика пристрою» потрібно
16