
Page 51 - 4302
P. 51
тять легуючі добавки, головним чином у вигляді феросплавів (фе-
рохрому, феротитану та ін.), що надають шару, наплавленому мало-
вуглецевим дротом, високу твердість і зносостійкість без термооб-
робки.
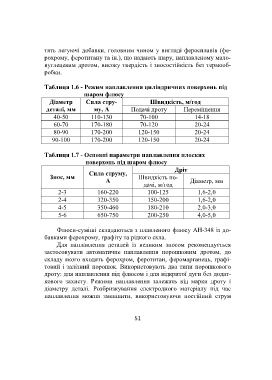
Таблиця 1.6 - Режим наплавлення циліндричних поверхонь під
шаром флюсу
Діаметр Сила стру- Швидкість, м/год
деталі, мм му, А Подачі дроту Переміщення
40-50 110-130 70-100 14-18
60-70 170-180 70-120 20-24
80-90 170-200 120-150 20-24
90-100 170-200 120-150 20-24
Таблиця 1.7 - Основні параметри наплавлення плоских
поверхонь під шаром флюсу
Дріт
Сила струму,
Знос, мм Швидкість по-
А Діаметр, мм
дачі, м/год
2-3 160-220 100-125 1,6-2,0
2-4 320-350 150-200 1,6-2,0
4-5 350-460 180-210 2,0-3,0
5-6 650-750 200-250 4,0-5,0
Флюси-суміші складаються з плавленого флюсу АН-348 із до-
бавками ферохрому, графіту та рідкого скла.
Для наплавлення деталей із великим зносом рекомендується
застосовувати автоматичне наплавлення порошковим дротом, до
складу якого входять ферохром, феротитан, феромарганець, графі-
товий і залізний порошок. Використовують два типи порошкового
дроту: для наплавлення під флюсом і для відкритої дуги без додат-
кового захисту. Режими наплавлення залежать від марки дроту і
діаметру деталі. Розбризкування електродного матеріалу під час
наплавлення можна зменшити, використовуючи постійний струм
51